Czym jest skrawalność materiałów, jak się ją ocenia i dlaczego ma tak duży wpływ nie tylko na finalne koszty, ale również samo tempo produkcji? Czas się przekonać.
Czym jest skrawalność materiałów?
Jest to technologiczna właściwość materiału, która opisuje jego podatność na obróbkę skrawaniem, czyli jak łatwo lub jak trudno da się pracować z danym surowcem. Co ważne, jest to cecha względna, która zależy między innymi od warunków procesu, użytych narzędzi, a także przyjętych kryteriów oceny.
Dla zakładów produkcyjnych (w tym naszego – warszawskiego) skrawalność ma znaczenie czysto praktyczne, bo wpływa bowiem na:
- koszty wytwarzania,
- dobór narzędzi skrawających,
- czas potrzebny na obróbkę,
- ogólną jakość gotowego detalu.
Materiały o lepszej skrawalności dają Ci szereg korzyści. Możesz pracować szybciej, narzędzia zużywają się wolniej, a powierzchnia po obróbce jest lepszej jakości, co oczywiście skutkuje tym, że generujesz mniej braków i odpadów.
Jakie czynniki decydują o poziomie skrawalności?
W praktyce jest ona tak naprawdę wypadkową kilku czynników. Pierwszą grupę stanowią właściwości samego materiału, w tym:
- skład chemiczny (zawartość węgla, siarki, fosforu, ołowiu, manganu),
- struktura metalograficzna (ferryt, perlit, martenzyt, austenit),
- twardość oraz wytrzymałość na rozciąganie,
- plastyczność i ciągliwość,
- przewodność cieplna,
- skłonność do umacniania się przy odkształceniu plastycznym,
- obecność wtrąceń niemetalicznych.
W tym miejscu musimy zwrócić uwagę na pewien paradoks. Otóż, materiały zbyt miękkie i ciągliwe (jak np. czysta miedź) wcale nie należą do najłatwiejszych w obróbce. Głównie ze względu na to, że mają tendencję do „narastania” na ostrzu narzędzia, co psuje jakość powierzchni. Z drugiej strony – materiały bardzo twarde (np. stale hartowane) sprawiają zupełnie inne problemy. Właśnie dlatego w skrawalności liczy się tzw. „złoty środek”.
Druga ważna grupa to wszystko to, co dzieje się „wokół” samego materiału – czyli sposób, w jaki prowadzisz obróbkę. Tutaj liczą się przede wszystkim:
- parametry skrawania – prędkość, posuw, głębokość,
- geometria ostrza – kąt natarcia, przyłożenia, pochylenia krawędzi skrawającej, a także promień naroża,
- materiał narzędzia – węgliki spiekane, cermetale, ceramika, stal szybkotnąca,
- chłodzenie i smarowanie – zalewowe, MQL (minimalne smarowanie), kriogeniczne lub obróbka na sucho.
Jak pewnie się domyślasz – odpowiedni dobór tych parametrów potrafi diametralnie zmienić realną skrawalność nawet bardzo wymagających materiałów.
Jakie kryteria służą do oceny tego parametru? Pomiary i badania.
Skoro skrawalność nie jest stałą wartością – to jak się ją w ogóle ocenia? Do tego celu najczęściej stosuje się następujące sposoby oceny:
- trwałość ostrza narzędzia – najpopularniejsze kryterium w produkcji seryjnej,
- siły i moc skrawania – im wyższe, tym większe obciążenie maszyny,
- jakość powierzchni obrobionej (chropowatość),
- dopuszczalna prędkość skrawania – np. przy której narzędzie zachowuje trwałość przez określony czas,
- dokładność wymiarowo-kształtowa finalnego elementu.
W praktyce ich znaczenie zależy przede wszystkim od typu samej produkcji. Dla dużych serii najważniejsza jest trwałość narzędzia. Natomiast dla prototypów i pojedynczych sztuk – na pierwszym miejscu często stawia się jakość powierzchni.
Skrawalność różnych grup materiałów – przegląd
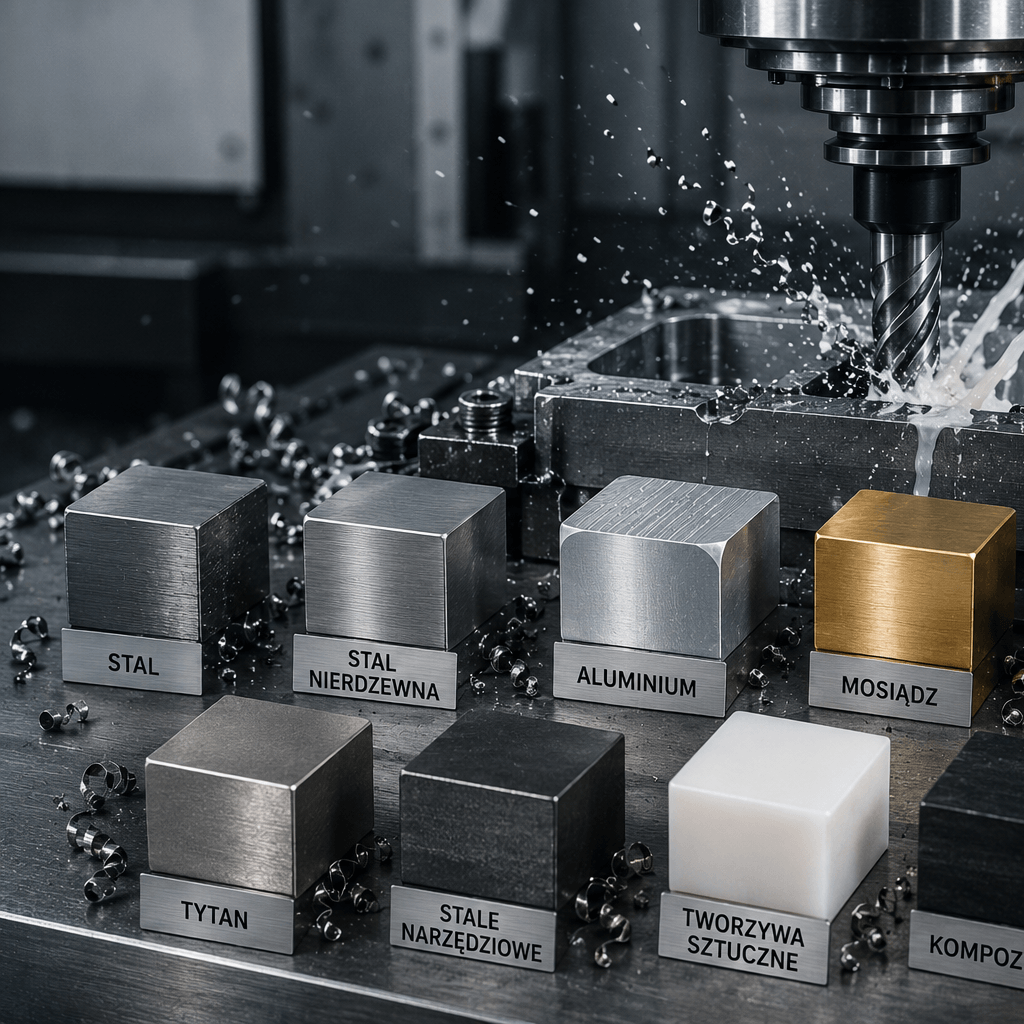
A teraz przyszedł czas, aby omówić sobie, jak wygląda skrawalność najczęściej obrabianych grup materiałów.
- Stale konstrukcyjne – to „chleb powszedni” branży obróbki CNC. Stale automatowe stanowią wzorzec dobrej skrawalności, a gatunki stopowe wymagają jedynie obniżenia parametrów.
- Metale nieżelazne (aluminium, miedź, mosiądze) – obrabiają się szybko i wydajnie, ale mają swoje „haczyki” – czyste aluminium narasta na ostrzu, a stopy Al-Si działają ściernie. Mosiądze ołowiowe to klasa sama w sobie.
- Superstopy i materiały trudnoobrabialne – Inconel, tytan czy stale hartowane nie wybaczają błędów. Ich obróbka wymaga doświadczenia, najwyższej klasy narzędzi oraz precyzyjnie dobranych parametrów.
Potrzebujesz pomocy w doborze materiału lub wykonaniu precyzyjnych elementów CNC?
Jeśli nie masz pewności, który materiał sprawdzi się najlepiej w przypadku Twojego przedsięwzięcia – zapytaj naszych ekspertów.
W Maximus CNC od lat obrabiamy zarówno te „wdzięczne” gatunki, jak i materiały, które dla wielu firm stanowią poważne wyzwanie. Daj znać, a chętnie doradzimy, przeanalizujemy Twój projekt, aby następnie zaproponować rozwiązanie, które połączy jakość i rozsądne koszty.